一、資料查驗
設備中受壓件所運用的資料(包含焊材)應按JBff 3375一1991規則進行入廠查驗。
1. 外觀查看
2. 焊縫外形尺寸應符合圖樣和技能文件要求,焊縫高度不低于母材外表,焊縫與母材應油滑過渡。
3. 焊縫及其熱影響區外表應無裂紋、未熔合、夾渣、弧坑和氣孔。
4. 設備主要受壓件的縱縫和環縫應無咬邊,別的焊縫的咬邊深度應不大于0.5mm.咬邊總長度不大于焊縫長度的20%且不大于40mm。
配套閥門的外觀質量除應符合圖樣要求外,還應符合血廳3595的規則。設備配套的各類(有或
元執行機構)閥門均應進行可操作性實驗查看,要求運轉靈敏,傳動簡便、平穩,無任何卡阻景象,行程開關和過轉矩維護的一切機件動作牢靠。
二、無損檢查
1) 各類焊縫的元損檢查應由持相應品種和技能等級的"鍋爐壓力容器無損檢查人員資格證書"的人員承當。
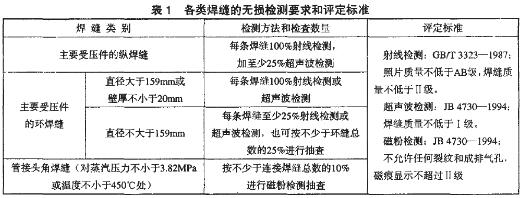
2) 各類焊縫的無損檢查要求和鑒定規范按表l規則。
3) 按份額進行射線和超聲波檢查的焊縫,如發現缺陸時,應在缺點延伸方向彌補檢查,彌補檢查份額按該條焊縫長度的10%.彌補檢查后如仍有置疑,則應進行100%檢查。
4) 力學性能實驗
5) 主要受壓件的對接焊縫的力學性能實驗的要求應符合JB廳1613-1993的規則。
6) 主要受壓件的對接焊縫的力學性能實驗的辦法應符合JB廳1614-1994的規則。
7) 金相查驗
8) 焊縫金相查驗的要求應符合JB廳1613-1993的規則。